Pokiaľ ide o konštrukčné betónové konštrukcie, správne viazanie betonárskej ocele je jedným z najdôležitejších krokov, ktorý určuje, či bude konštrukcia bezpečne fungovať po celé desaťročia . Či už pracujete na prefabrikovaných paneloch, doskách odlievaných na mieste alebo zložitých zostavách nosníkov, spôsob viazania výstuže priamo ovplyvňuje prenos zaťaženia, konzistenciu betónového krytu a dlhodobú životnosť. Krátka odpoveď: použite správny spojovací drôt, aplikujte správny vzor viazania pre typ spoja, dodržujte minimálne 1,5-palcový betónový kryt a vždy spojte svoju viazaciu prácu s kvalitou Príslušenstvo pre prefabrikovaný betón ktoré sú navrhnuté pre konkrétnu aplikáciu.
Táto príručka ide hlboko do každého aspektu viazania betonárskej ocele – od mierok drôtu a viazacích nástrojov až po interakciu príslušenstva, ako sú barové stoličky, rozpery a mechanické spojky s vašou zostavou výstuže. Ak špecifikujete, vyrábate alebo kontrolujete železobetón, toto sú informácie, ktoré potrebujete.
Prečo je správne viazanie armovacej ocele dôležitejšie, než si väčšina ľudí myslí
Prúty nie sú konštrukčné v inžinierskom zmysle - nenesú zaťaženie. Pri ukladaní betónu však držia klietku pohromade, čím zabraňujú posúvaniu tyčí vplyvom vibrácií betónového vibrátora alebo hmotnosti a prietoku čerstvého betónu. Nesprávne zarovnaný pruh o pár pol palca môže znížiť efektívnu hĺbku časti lúča o 5–10 % , čo výrazne znižuje ohybovú kapacitu bez akéhokoľvek viditeľného znaku problému.
Dôsledky sa spájajú pri výrobe prefabrikátov, kde sú štandardom prísne rozmerové tolerancie. Prefabrikované panely, mostné nosníky a konštrukčné stĺpy sú navrhnuté s polohou výstuže meranou na zlomky palca. Uvoľnené väzby, ktoré umožňujú migráciu tyčí skôr, ako betón stuhne, môžu viesť k netolerancii komponentov, ktoré neprejdú kontrolami kvality – alebo v horšom prípade prejdú kontrolou a nedostatočne fungujú v prevádzke.
Okrem kontroly rozmerov podporujú správne zviazané klietky konzistentné umiestnenie Príslušenstvo pre prefabrikovaný betón ako sú zdvíhacie vložky, kotviace dosky, zapustené dosky a objímky. Toto príslušenstvo sa spolieha na pevné výstužné klietky, aby zostali na svojom mieste. Zle zviazaná klietka je zle umiestnená vložka a to znamená problémy v teréne: nesprávne zarovnané spoje, neprimerané zaťaženie a nákladná oprava.
Viazací drôt: Typy, meradlá a kedy ich použiť
Najbežnejším materiálom na viazanie betonárskej ocele je žíhaný čierny drôt, nazývaný aj mäkký čierny drôt. Jeho mäkkosť po žíhaní umožňuje jeho pevné skrútenie bez toho, aby sa zlomil, a pomerne dobre odoláva korózii v suchom prostredí. Štandardný rozsah rozchodu pre viazanie výstuže je 16 až 18 AWG (American Wire Gauge) , pričom 16,5 AWG je najpoužívanejší v komerčnej výstavbe.
Typy vodičov podľa aplikácie
| Typ drôtu | Gauge | Najlepšia aplikácia | Poznámky |
| Žíhaný čierny drôt | 16–18 AWG | Všeobecné práce na doskách, stenách, stĺpoch | Najekonomickejšie, široko dostupné |
| Pozinkovaný drôt | 16 AWG | Morské, pobrežné zóny s vysokou vlhkosťou | Vyššia cena, lepšia odolnosť proti korózii |
| Drôt z nehrdzavejúcej ocele | 16–18 AWG | Epoxidom potiahnuté alebo nerezové armovacie klietky | Zabraňuje galvanickej korózii medzi rôznymi kovmi |
| Vopred narezaný viazací drôt (cievky) | 16,5 AWG | Automatické viazacie nástroje, veľkoobjemové práce | Funguje s batériovým viazačom |
Tabuľka 1: Bežné typy viazacích drôtov a ich odporúčané aplikácie pri armatúre ocele
Jeden praktický tip z terénu: nepoužívajte príliš ťažký drôt na kombináciu tyčí. Viazanie tyčí č. 4 s drôtom 14 AWG vytvára otočné konce, ktoré vyčnievajú do oblasti krytu. Twist chvosty musia byť vždy ohnuté dovnútra - smerom k telu klietky - aby nemigrovali na betónový povrch a nespôsobovali hrdzavé škvrny alebo odlupovanie.
Štandardné vzory kravaty a kde ich aplikovať
V praxi betonárskej ocele existuje šesť bežne uznávaných vzorov spojov, z ktorých každý je vhodný pre špecifickú geometriu spoja alebo konštrukčné požiadavky. Vedieť, ktorý použiť, znižuje množstvo odpadu z drôtu, urýchľuje výrobu a zaisťuje, že kravata skutočne držia pri silách pri ukladaní betónu.
Snap Tie
Sťahovacia spona (tiež nazývaná jednoduchá kravata) je najrýchlejšia na vykonanie a je vhodná na priesečníky tyčí v plochých doskách a stenách, kde sa tyče krížia pod uhlom 90 stupňov a spoj nebude vystavený silným vibráciám. Drôt obtočte okolo oboch tyčí, prekrížte konce a otočte pomocou háčika, kým nebude priliehať. Skúsenému železiarovi to trvá menej ako 3 sekundy na kravatu. Sťahovacie spojky však nie sú vhodné na priesečníky v blízkosti konštrukčných spojov alebo na miestach, kde sa musia tyče držať presne – umožňujú mierne otáčanie pod silou.
Sedlová kravata
Na križovatkách, ktoré potrebujú odolať väčšiemu pohybu – najmä obruče stĺpových klietok priviazané k zvislým tyčiam – sedlový úväz ovinie drôt pod priečnou tyčou a cez hornú tyč na oboch stranách pred skrútením. To vytvára štvorbodový kontakt, ktorý odoláva rotácii tyče oveľa lepšie ako patentka. Väčšina špecifikácií stĺpovej klietky vyžaduje sedlové spojky minimálne na každom treťom priesečníku, inde sú povolené spojky.
Kravata číslo osem
Používa sa predovšetkým tam, kde sa tyče krížia v iných uhloch ako 90 stupňov, alebo tam, kde je potrebný obzvlášť bezpečný spoj. Drôt prechádza okolo oboch tyčí vo vzore osem pred skrútením. Táto väzba je tiež výhodná pre diagonálnu šmykovú výstuž v nosníkoch a pre väzby v rohoch klietok stĺpov. Trvá to trochu viac drôtu a času, ale vytvára výrazne tuhší spoj.
Zavinovacie a sedlové viazanie
Zostavy ťažkých klietok – ako napríklad tie v krytoch mostných pilierov alebo veľkých prefabrikovaných nosníkoch – často špecifikujú viazacie pásy. Drôt sa úplne omotá okolo spodnej tyče predtým, ako sa pretiahne cez hornú tyč a skrúti sa. Toto je najbezpečnejší vzor ručného viazania a je vyžadovaný niektorými špecifikáciami DOT pre primárnu výstuž v mostných prvkoch.
Snap Tie with Kick (Double-Loop)
Variácia na patentku, kde je drôt pred zabalením zdvojený. Bežné v základoch rohoží, kde sú tyče veľké (#8 a vyššie) a jeden drôtený prameň by neposkytoval dostatočnú upínaciu silu. Zdvojenie drôtu efektívne zdvojnásobí prídržnú silu v spoji.
Viazacie nástroje: Od ručného háčika po stroje na batérie
Správny viazací nástroj výrazne skracuje pracovný čas. Na veľkej komerčnej doske môže posádka pomocou batériou poháňaných automatických viazacích nástrojov dosiahnuť 2-3 násobok rýchlosti viazania posádky, ktorá používa ručné háky, s konzistentnejšou tesnosťou v zákrute a menšou únavou rúk.
Ručné háčiky na viazanie
Štandardný ručný hák je jednoduchý nástroj s ohnutou tyčou, zvyčajne dlhý 8–10 palcov. Existujú tiež rýchlostné háky s otočným valcom, ktoré umožňujú skrúcanie drôtu otáčaním rukoväte namiesto švihnutia zápästia – výrazne znižujú únavu rúk pri veľkých prácach. Manuálne háky nevyžadujú žiadny zdroj energie a fungujú za akýchkoľvek podmienok, vďaka čomu sú záložným nástrojom v stiesnených alebo nepohodlných priestoroch, kde sa automatický nástroj nezmestí.
Automatické viazacie nástroje na batérie
Nástroje od výrobcov, ako sú MAX, Makita a DEWALT, používajú vopred nabité drôtené cievky na zabalenie a zakrútenie kravaty za menej ako sekundu. Operátor umiestni nástroj na priesečník tyčí a stlačí spúšť – zvyšok je automatický. Jeden operátor s automatickým nástrojom môže dokončiť 200 až 300 väzieb za hodinu v porovnaní so 60–100 za hodinu s ručným hákom. Tieto nástroje sú skutočným multiplikátorom produktivity pri veľkých odlievaniach dosiek, výrobe prefabrikovaných klietok a základoch rohoží.
Zvitky drôtu pre tieto nástroje sa zvyčajne predávajú ako 50-metrové alebo 120-metrové kotúče v mierkach prispôsobených konkrétnemu modelu nástroja. Vždy si overte kompatibilitu cievky so značkou náradia – nesprávne zladené cievky spôsobujú zaseknutie a plytvanie drôtom.
Pneumatické viazacie nástroje
Menej bežné v severoamerickom stavebníctve, ale široko používané v Japonsku a častiach Európy, pneumatické viazacie nástroje sú rýchlejšie ako možnosti napájané z batérie a nevyžadujú nabíjanie. Dobre fungujú v závodoch na výrobu prefabrikátov, kde je kompresor už na mieste. Kompromisom je vzduchová hadica, ktorá obmedzuje mobilitu v porovnaní s akumulátorovým elektrickým náradím.
Príslušenstvo pre prefabrikovaný betón That Work With Your Rebar Cage
Pri výrobe betónových prefabrikátov nie je klietka výstužnej výstuže len konštrukčnou výstužou – je to platforma, na ktorú prichádzajú desiatky Príslušenstvo pre prefabrikovaný betón sú pripevnené pred odlievaním. Toto príslušenstvo zahŕňa zdvíhacie vložky, debniace pásy, kotevné dosky, podpery elektrických vedení, uzávery, objímky a zabudovaný spojovací materiál. Spôsob, akým uviažete výstužnú klietku, priamo ovplyvňuje, ako presne je toto príslušenstvo umiestnené.
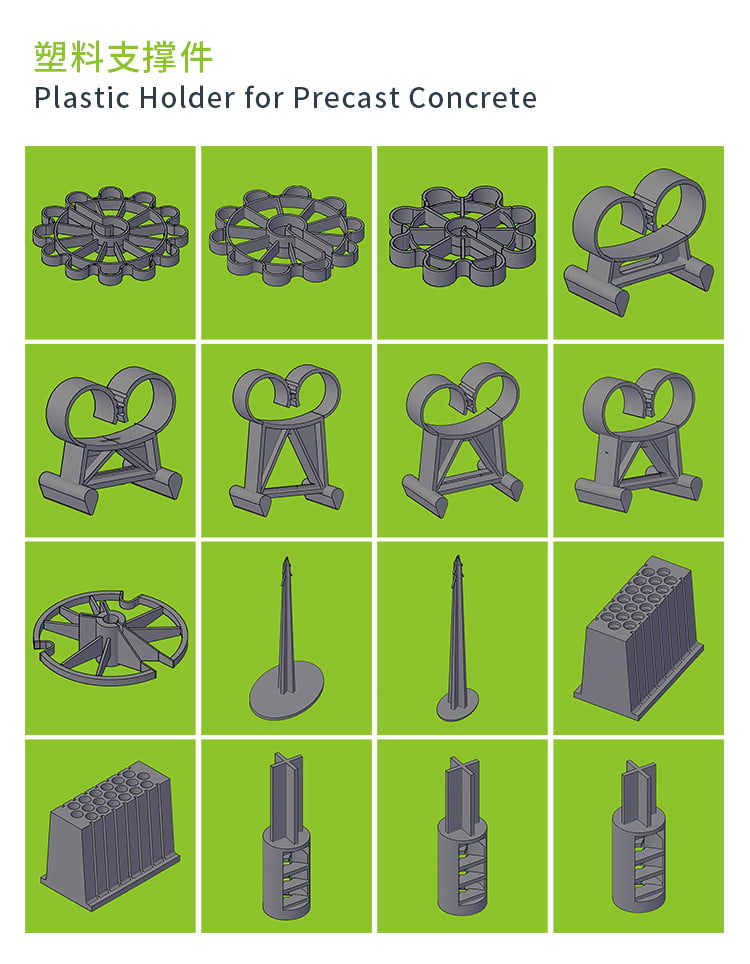
Barové stoličky a výstužné podložky
Barové stoličky a rozpery patria medzi najčastejšie používané Príslušenstvo pre prefabrikovaný betón . Držia výstužnú klietku v správnej výške nad debnením (spodný kryt) a ďaleko od zvislých plôch debnenia (bočný kryt). Minimálne požiadavky na krytie betónu podľa ACI 318 pre prefabrikáty, ktoré nie sú vystavené poveternostným vplyvom, sú typicky 3/4 palca pre dosky a steny a 1,5 palca pre nosníky a stĺpy , ale mnoho prefabrikátov špecifikuje väčšie krytie pre odolnosť.
- Plastové barové stoličky: ľahké, odolné voči korózii, dostupné vo výškach od 3/4 palca do 4 palcov; štandardná voľba pre väčšinu prefabrikovaných aplikácií
- Betónové blokové stoličky: používajú sa tam, kde by sila plastu pri bodovom zaťažení spôsobila, že stolička narazí do mäkkého povrchu; často používané v základových doskách
- Priebežné drôtené rozpery: používajú sa pozdĺž dĺžky tyče na udržanie bočného krytu v stenových paneloch; inštalácia je rýchlejšia ako samostatné stoličky
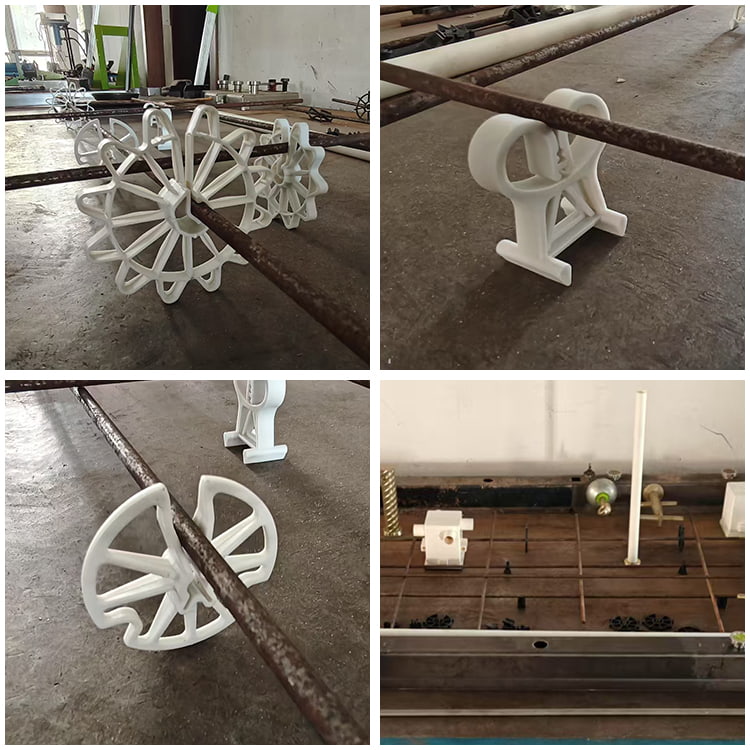
- Kruhové rozpery (šišky): pripevnite priamo na lištu, aby ste zakryli vytvorené vertikálne povrchy; k dispozícii v štandardných prírastkoch krytu 3/4, 1, 1,5, 2 a 3 palce
Zdvíhacie vložky a kotvy
Zdvíhacie vložky sú jednou z najkritickejších kategórií príslušenstva pre prefabrikovaný betón. Musia byť umiestnené presne v klietke výstuže a bezpečne priviazané k susedným tyčiam, aby sa zabránilo rotácii alebo posunutiu počas odlievania. Zdvíhacia vložka, ktorá sa posunie čo i len o jeden palec zo svojho určeného miesta, môže spadnúť mimo svoju požadovanú zónu ukotvenia, čím sa môže znížiť jej menovitá nosnosť o 20 – 40 % v závislosti od účinkov okrajovej vzdialenosti.
Typické požiadavky na viazanie pre zdvíhacie vložky: kotevné nohy vložky sú priviazané k susednej výstužnej tyči pomocou väzieb s číslom osem alebo ovíjacích a sedlových väzieb – nie sponiek. Výrobcovia vložiek zvyčajne poskytujú inštalačné príručky špecifikujúce minimálne body spojenia a tie by sa mali prísne dodržiavať.
Zabudované platne a spojovací hardvér
Oceľové dosky, privarené čapy a konštrukčné uholníky vsadené do prefabrikovaných prvkov vyžadujú kotviace tyče priviazané priamo k doskovým kotvám a do výstužnej klietky. Vzor spojky musí byť dostatočne pevný, aby sa platňa počas vibrácií neotáčala. Platne väčšie ako 6 palcov štvorcových by mali byť zviazané minimálne v štyroch bodoch, pričom na každom rohovom čape by mali byť viazané čísla osem.
Mechanické výstužné spojky
Mechanické spojky výstuže – používané v konštrukčných spojoch na vzájomné spojenie tyčí – sú špecializovanou kategóriou príslušenstva pre prefabrikovaný betón, ktoré priamo interaguje s procesom viazania. Keď sú namontované spojky, tyče na každej strane spoja musia byť priviazané ku klietke nezávisle predtým, ako je spojka naskrutkovaná alebo stlačená. Spojky certifikované podľa ASTM A1034 musia vyvinúť 125 % špecifikovanej medze klzu spájanej tyče v ťahu — sú to skutočné konštrukčné prvky, nielen držiaky polohy.
Betónový kryt a kontrola: čísla, na ktorých záleží
Krytie betónu – vzdialenosť od najbližšieho povrchu tyče k vonkajšiemu povrchu betónu – je primárnou obranou proti korózii výstuže. Dosiahnutie špecifikovaného krytia závisí výlučne od správne umiestnených barových stoličiek a dobre uviazanej výstužnej klietky, ktorá sa nevychýli pod silami uloženia betónu.
| Typ člena | Podmienky expozície | Min. Obal (ACI 318) |
| Doska, stena, trám | Nie je vystavený počasiu | 3/4 palca (19 mm) |
| Lúč, stĺp | Nie je vystavený počasiu | 1,5 palca (38 mm) |
| Doska, stena, trám | Vystavené počasiu (#5 a menšie) | 1,5 palca (38 mm) |
| Doska, stena, trám | Vystavené počasiu (#6 a viac) | 2 palce (50 mm) |
| Lúč, stĺp | Vystavená počasiu | 2 palce (50 mm) |
| Pätka (hodená proti zemi) | V kontakte so zemou | 3 palce (76 mm) |
Tabuľka 2: Minimálne požiadavky na krytie betónu podľa ACI 318 pre rôzne prvky a podmienky vystavenia
Počas inšpekcie sú najčastejšími nezhodami, ktoré inšpektori kvality zistili, nedostatočné zakrytie (tyče spočívajúce na formulári bez stoličiek) a chýbajúce spojky, ktoré umožňujú roztiahnutie tyčí. Priemyselné údaje od výrobcov prefabrikátov naznačujú, že až 15 % odmietnutých panelov zahŕňa problémy súvisiace s krytím ktoré sú priamo vysledovateľné z neadekvátneho rozmiestnenia stoličiek alebo nesprávneho viazania klietok.
Praktický kontrolný zoznam pre viazanie betonárskej ocele:
- Rozstup tyčí zodpovedá výkresom v rámci tolerancie (zvyčajne /- 1 palec pre dosky, /- 3/8 palca pre nosníky)
- Stoličky alebo rozpery sú prítomné v intervaloch špecifikovaných na výkresoch umiestnenia (zvyčajne každé 4 stopy pre dosky)
- Všetky dĺžky spojov sú správne a úplne zviazané cez zónu prekrytia
- Konce drôtu sú ohnuté dovnútra, nevyčnievajú smerom k povrchu
- Všetko vložené príslušenstvo (vložky, platne, objímky) je priviazané ku klietke v minimálne špecifikovaných spojovacích bodoch
- Žiadne uvoľnené kravaty – každá zviazaná križovatka obstojí pri skúške zatlačením rukou
Viazanie betonárskej ocele vo výrobe prefabrikátov: Proces a kontrola kvality
Výroba prefabrikovaného betónu sa líši od konštrukcie odlievanej na mieste niekoľkými dôležitými spôsobmi, ktoré ovplyvňujú spôsob riadenia viazania betonárskej ocele. V závode na výrobu prefabrikátov sa klietky vyrábajú na vyhradených prípravných stoloch alebo horizontálnych lôžkach a potom sa zdvihnú do foriem na odlievanie. Proces výroby klietok je vysoko systematizovaný a väčšina závodov používa štandardné prevádzkové postupy (SOP), ktoré podrobne špecifikujú vzory viazania, prierez drôtu a umiestnenie príslušenstva.
Výroba klietok na báze prípravku
Oceľové upínacie stoly s nastaviteľnými dorazmi umožňujú pracovníkom umiestniť a priviazať výstužné klietky na presné rozmery pred ich zdvihnutím do foriem. Prípravok zaisťuje správnu vzdialenosť medzi tyčami a celkové rozmery klietky pred aplikáciou akéhokoľvek drôtu. V dobre riadenom závode na výrobu prefabrikátov môže výroba klietok na prípravku znížiť chybné rozmery o 60–70 % v porovnaní s viazaním vo forme samotnej.
Po priviazaní klietky k prípravku sa pripevní príslušenstvo: barové stoličky sa pripevnia na spodné tyče, zdvíhacie vložky sa pripevnia na určené miesta a zaistí sa všetok zabudovaný hardvér. Hotová klietka sa potom zdvihne ako celok a vloží sa do formy, kde možno pred odlievaním pridať okrajové rozpery a ďalšie príslušenstvo.
Dokumentácia a sledovateľnosť
Výrobcovia kvalitných prefabrikátov vedú dokumentáciu, ktorá sleduje každú zostavu klietky späť k výkresom umiestnenia, zoznamu tyčí a pracovníkom, ktorí ju vyrobili. Toto nie je len dobrá prax – vyžadujú to normy ako PCI MNL-116 (Manuál kontroly kvality pre závody a výrobu stavebných prefabrikovaných betónových výrobkov) a mnohé projektové špecifikácie pre mostné a stavebné komponenty.
Keď sa zistí nezhoda – povedzme chýbajúca spojka na zdvíhacej vložke alebo kotviaca doska mimo polohy – vysledovateľnosť dokumentácie umožňuje výrobcovi preskúmať hlavnú príčinu a napraviť postup vpred. Bez neho sa rovnaká chyba opakuje.
Spojovacia frekvencia vo vysoko produkčnom prefabrikáte
Nie každá križovatka v klietke podložky musí byť viazaná. Väčšina špecifikácií a príručka umiestňovania výstužných tyčí CRSI (Concrete Reinforcing Steel Institute) umožňuje viazanie striedavých priesečníkov v plochých mriežkových klietkach za predpokladu, že zviazané priesečníky nie sú od seba vzdialené viac ako 18 palcov v žiadnom smere. v praxi viazanie všetkých obvodových križovatiek a každej ďalšej vnútornej križovatky vyrába klietku, ktorá drží svoju geometriu bez mzdových nákladov na viazanie každého jedného kríženia.
Tam, kde sa toto pravidlo zmení: všetky priesečníky do 24 palcov od konštrukčného spoja, všetky priesečníky v oblasti kotvenia zdvíhacej vložky alebo kotevnej platne a všetky priesečníky v presahových spojoch musia byť úplne zviazané bez preskočenia.
Bežné chyby pri viazaní armovacej ocele a ako sa im vyhnúť
Roky pozorovania v teréne a údaje auditu kvality z prefabrikovaných a odlievaných konštrukcií neustále odhaľujú rovnaký zhluk chýb. Ich rozpoznanie je prvým krokom k ich odstráneniu.
Veľké klietky na zaväzovanie
Na veľkých klietkach – povedzme 40-metrovej nosníkovej klietke so stovkami križovatiek – pracovníci niekedy preskakujú väzby, aby ušetrili čas. Výsledkom je klietka, ktorá vyzerá stabilne na prípravku, ale pri zdvíhaní žeriavom sa rozprestiera alebo sa posúva počas vibrácií betónu. Akýkoľvek pohyb tyče pri ukladaní betónu je trvalý ; betón uzamyká tyč všade, kde sa po stuhnutí usadí. Oprava je norma frekvencie viazania presadzovaná majstrom alebo inšpektorom kontroly kvality, ktorá nie je ponechaná na individuálne uváženie.
Vyčnievajúce konce drôtu
Otočný koniec doľava smerujúci von k čelu debnenia sa môže počas vibrácií presunúť do 1/4 palca od povrchu betónu. Akonáhle betón stuhne, chvost zhrdzavie a zafarbí povrch počas niekoľkých prvých cyklov zmrazovania a rozmrazovania. V architektonickom prefabrikáte je to chyba dokončenia. V štrukturálnych prefabrikátoch to naznačuje zlú kontrolu kvality. Každý drôtený koniec musí byť ohnutý dovnútra - trvá to jednu sekundu navyše a problém úplne eliminuje.
Nesprávna výška stoličky
Použitie nesprávnej výšky barovej stoličky je pozoruhodne bežné na miestach, kde sa v rovnakej oblasti vyrába viacero prefabrikovaných prvkov s rôznymi požiadavkami na poťah. Najjednoduchším preventívnym opatrením je uloženie stoličiek podľa výšky do jasne označených nádob a overenie výšky stoličky podľa výkresu umiestnenia pred začatím výroby. Nesprávne chápanie 3/4-palcových stoličiek oproti 1,5-palcovým stoličkám nie je pri rýchlej prechádzke vizuálne zrejmé; prejaví sa to len pri fyzickom meraní.
Neadekvátne väzby na miestach príslušenstva
Ako už bolo uvedené vyššie, zdvíhacie vložky a vložené dosky musia byť zviazané väzbami s číslom osem alebo ovíjacími a sedlovými väzbami, nie sponkami. Zaskakovacia spona na kotvovej nohe zdvíhacej vložky sa môže otáčať vplyvom síl kladených betónom. Keď betón stvrdne, vložka môže byť naklonená skôr ako zvislá, čím sa zníži jej efektívna nosnosť a môže sa stať, že sa závitové spojenie pre zdvíhacie zariadenie zasekne alebo pretne.
Ignorovanie kompatibility barového náteru
Epoxidom potiahnutá výstuž vyžaduje kompatibilný spojovací drôt, aby sa zabránilo galvanickej korózii v kontaktnom bode. Čierny žíhaný drôt naviazaný na epoxidom potiahnutú tyč vytvára malý galvanický článok v každom záreze alebo kontaktnom bode v povlaku. Použite epoxidom potiahnutý alebo pozinkovaný viazací drôt s výstužou potiahnutou epoxidom , ako je uvedené v ASTM A775 a súvisiacich normách. Tento detail je v teréne často prehliadaný, ale je výslovne vyžadovaný v špecifikáciách mostných a námorných konštrukcií.
Výber príslušenstva pre prefabrikovaný betón pre dlhodobý výkon
Výber príslušenstva pre prefabrikovaný betón – od barových stoličiek po zdvíhacie systémy – má priamy vplyv na to, ako dlho bude prefabrikovaná konštrukcia fungovať bez údržby. Príslušenstvo, ktoré po rokoch prevádzky koroduje, deformuje sa pri zaťažení alebo rozmerovo zlyháva, môže narušiť štrukturálnu integritu inak dobre postavených prvkov.
Výber materiálu pre barové stoličky a rozpery
Plastové (polypropylén alebo polyetylén s vysokou hustotou) barové stoličky sú štandardom pre väčšinu prefabrikovaných a odlievaných prác na mieste. Sú chemicky inertné, nekorodujú a sú rozmerovo stále pri teplotách, s ktorými sa stretávame pri vytvrdzovaní betónu. Relevantným problémom pri plastových stoličkách je výkon pri bodovom zaťažení pod ťažkou výstužou: Bary č. 11 a väčšie alebo zviazané skupiny barov môžu prasknúť tenkostenné plastové stoličky ak je rozstup stoličiek príliš široký. Používajte vysokovýkonné stoličky určené pre očakávané zaťaženie alebo prejdite na stoličky z oceľového drôtu pre veľké barové aplikácie.
Barové stoličky z oceľového drôtu sú vhodné pre ťažké klietky a môžu byť širšie bez vychýlenia, ale musia byť buď potiahnuté epoxidom, alebo musia byť umiestnené s minimálnym krytom 1,5 palca nad debnou – holé oceľové stoličky na debne do niekoľkých rokov telegrafujú hrdzavú škvrnu na betónový povrch.
Nosnosť zdvíhacej vložky a bezpečnostné faktory
Zdvíhacie vložky sa musia vyberať na základe hmotnosti prefabrikovaného prvku, počtu bodov naberania, uhla zdvíhacích popruhov a dynamického faktora zaťaženia aplikovaného počas operácií vyberania a kývania. Väčšina výrobcov zdvíhacích vložiek vyžaduje a minimálny bezpečnostný faktor 4:1 pri podmienkach statického zaťaženia s dynamickými faktormi 2–3 aplikovanými na zohľadnenie rázových zaťažení žeriavu.
Interakcia medzi zdvíhacími vložkami a výstužnou klietkou je kritická. Vložka, ktorá nie je správne pripojená k susedným tyčiam, nevyvinie svoju plnú pevnosť v ukotvení – schopnosť vylomenia betónového kužeľa závisí od toho, či je vložka držaná vo svojej konštrukčnej polohe s dostatočnou vzdialenosťou od okraja a hĺbkou kotvenia. Pred začatím výroby si vždy prečítajte inštalačné pokyny výrobcu týkajúce sa minimálnych vzdialeností od okrajov a iných vložiek a overte ich podľa výkresov umiestnenia.
Vstavaný spojovací hardvér
Zváracie platne, kolíky a konštrukčné uholníky vložené do prefabrikátov slúžia ako spojovacie body pre konštrukčnú oceľ postavenú na mieste, obkladové systémy alebo susedné prefabrikáty. Ich požiadavky na presnosť polohy sú prísne – tolerancie montáže v teréne pre konštrukčné oceľové spoje sú zvyčajne /- 1/4 palca v pôdoryse a výške, čo znamená, že vložená doska musí pristáť v rámci tejto tolerancie po naskladaní všetkých tolerancií výroby a montáže. Správne priviazanie kotevných čapov alebo kotevných nožičiek vložených dosiek k výstužnej klietke a opatrné umiestnenie klietky na kalibrované stoličky je spôsob, ako zachovať toleranciu.
Zhrnutie: Najlepšie postupy na viazanie výstužnej ocele pri prefabrikátoch a odlievaní na mieste
Základy viazania betonárskej ocele nie sú zložité, ale vyžadujú dôslednú pozornosť pri každom kroku výroby a umiestnenia klietky. Tu sú kľúčové poznatky:
- Použite 16 až 16,5 AWG žíhaný čierny drôt pre štandardnú prácu; prispôsobiť typ drôtu povlaku výstuže (galvanizovaný alebo epoxidový drôt s potiahnutými tyčami)
- Aplikujte sedlové alebo osemsmerovky na miestach s vysokým pohybom – obruče stĺpových klietok, konštrukčné spoje, preplátované spoje a vložené kotviace body príslušenstva
- Po skrútení ohnite všetky konce drôtu dovnútra, aby ste zabránili migrácii smerom k povrchu betónu
- Použite the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Zviazať všetky Príslušenstvo pre prefabrikovaný betón (vložky, platne, objímky) na výrobcom špecifikovaných minimálnych spojovacích bodoch s použitím obrúčok alebo viazacích pások
- Zvážte batériové automatické viazacie nástroje pre vysokoobjemovú prácu – zvýšenie produktivity a konzistentnosti je značné
- Pred umiestnením skontrolujte klietky pomocou písomného kontrolného zoznamu – kryt, rozstupy, dĺžky spojov, polohy príslušenstva a viazacie chvosty
- Vo výrobe prefabrikátov vyrábajte na upínacích stoloch a udržiavajte dokumentáciu, ktorá podporuje sledovateľnosť a požiadavky na audit kvality
Dobre zviazaná klietka je v hotovej konštrukcii neviditeľná — čo je presne také, aké by malo byť. Cieľom je betón, ktorý funguje presne tak, ako bol navrhnutý, s výstužou, ktorá zostane presne tam, kde bola umiestnená, počas celej projektovanej životnosti konštrukcie.