Čo vlastne robí drôt na viazanie armatúr v prefabrikovaných betónových konštrukciách
Väzbový drôt drží výstužnú oceľovú klietku pohromade počas ukladania a vytvrdzovania betónu. Pri výrobe betónových prefabrikátov sa táto práca nekončí nalievaním – priamo ovplyvňuje, či zdvíhací systém pre betónový prefabrikát funguje bezpečne, keď prvok opustí odlievacie lôžko. Zle uviazaná klietka sa pri vibráciách posúva, necháva výstuže mimo svojej polohy a znižuje hĺbku ukotvenia zapustených zdvíhacích kotiev. Výsledkom je zdvíhacia vložka, ktorá neunesie svoje menovité zaťaženie.
Krátka odpoveď: viazací drôt výstuže je konštrukčný podporný nástroj, nie len materiál na upratovanie. V závodoch na výrobu prefabrikátov, ktoré vyrábajú stenové panely, dvojité T-kusy, stĺpy a nosníky, sa miera viazacieho drôtu, vzor skrútenia a rozteč spojov započítavajú do toho, či výstužná klietka zostáva v súlade s konštrukčnými toleranciami počas celého cyklu odlievania. Klietka, ktorá sa posunie aj o 10 mm od svojej konštrukčnej polohy, môže ohroziť kryt nad kotvou zdvíhacej slučky a znížiť efektívnu vyťahovaciu kapacitu o merateľnú rezervu.
Tento článok obsahuje úplný obraz: typy a špecifikácie drôtov, spôsob interakcie viazacieho drôtu s prefabrikovaným zdvíhacím hardvérom, praktické vzory viazania pre rôzne geometrie prvkov, údaje o zaťažení, ktoré sú dôležité na mieste, a rámec dodržiavania predpisov, ktorý riadi výber drôtu a návrh zdvíhacieho systému.
Typy viazacích drôtov výstuže a ich špecifikácie
Nie všetky viazacie drôty sú rovnaké. Rozdiely medzi výrobkami sú významné, keď pracujete vo vnútri prefabrikovanej formy, kde sú tolerancie tesné a výstužná klietka musí držať svoju geometriu pod tlakom betónovej zálievky, ktorá môže dosiahnuť prietok niekoľko metrov kubických za minútu.
Čierny žíhaný viazací drôt
Čierny žíhaný drôt je celosvetovo najpoužívanejší viazací drôt. Vyrába sa ťahaním nízkouhlíkového oceľového drôtu a jeho následným žíhaním pri teplotách medzi 650 °C a 750 °C, aby sa obnovila ťažnosť stratená počas procesu ťahania. Proces žíhania zanecháva tmavý oxidový povrch – teda „čierny“ – a robí drôt dostatočne mäkkým, aby sa dal ľahko krútiť rukou alebo pomocou viazacej pištole bez prasknutia.
Štandardné meradlá používané v prefabrikovaných prácach sa pohybujú od 16 gauge (priemer 1,6 mm) až 18 gauge (priemer 1,2 mm) . Pevnosť v ťahu sa typicky pohybuje medzi 350 MPa a 550 MPa. Predĺženie pri pretrhnutí je zvyčajne 20 % alebo vyššie, čo umožňuje drôtu, aby sa čisto ovinul okolo pretínajúcich sa tyčí bez toho, aby sa zlomil. Bežne dostupné hmotnosti zvitkov sú 1 kg, 5 kg a 25 kg cievky, pričom 25 kg je štandardom pre linky na výrobu prefabrikátov.
Pozinkovaný viazací drôt
Pozinkovaný viazací drôt nesie zinkový povlak aplikovaný buď žiarovým alebo elektrogalvanickým zinkovaním. Žiarovo pozinkovaný drôt má hrúbku povlaku o 45 až 85 mikrónov , zatiaľ čo elektrogalvanizovaný drôt je tenší na 5 až 25 mikrónov. V prefabrikovanom betóne určenom pre morské prostredie, pobrežné stavby alebo infraštruktúru vystavenú rozmrazovacím soliam je špecifikovaný galvanizovaný drôt, aby sa predišlo škvrnám od hrdze, ktoré môžu presakovať na povrch architektonických prvkov.
Pozinkovaný drôt je tuhší ako čierny žíhaný drôt rovnakého rozmeru. Toto nie je problém pri ručnom viazaní, ale môže spôsobiť problémy s automatickými viazacími pištoľami, ktoré sú kalibrované na mäkší drôt. Operátori často pri prechode na galvanizovaný drôt klesnú o jednu veľkosť – z 16 na 18 – aby si zachovali kompatibilitu so strojom.
Viazací drôt z nehrdzavejúcej ocele
Spojovacie drôty z nehrdzavejúcej ocele triedy 304 a triedy 316 sa používajú v špeciálnych prefabrikovaných aplikáciách, kde je kritická dlhodobá odolnosť proti korózii – konštrukcie na mori, úpravne vody a prémiové architektonické panely, kde kvalita povrchu musí zostať bezchybná po celé desaťročia. Nerezový drôt je tvrdší ako čierny žíhaný drôt; pevnosť v ťahu môže prekročiť 700 MPa . Ručné viazanie je náročnejšie a rukavice sú nevyhnutné, pretože konce drôtov sú ostrejšie a pruženie výraznejšie.
Viazací drôt potiahnutý PVC
Drôt potiahnutý PVC sa príležitostne používa pri prefabrikovaných prácach, kde sa koniec drôtu nesmie dotýkať čela formy a zanechávať stopy hrdze na odkrytom povrchu prvku. Náter poskytuje elektrickú izoláciu a zabraňuje priamemu kontaktu kovu na kov s oceľovým debnením. Typická hrúbka povlaku je 0,3 mm až 0,5 mm. Toto je špecializovaný produkt, ale stojí za to vedieť pre architektonické prefabrikované projekty, kde je povrchová úprava zmluvnou požiadavkou.
| Typ drôtu | Priemer (mm) | Pevnosť v ťahu (MPa) | Predĺženie (%) | Typické použitie |
|---|---|---|---|---|
| Čierne žíhané | 1,2 – 1,6 | 350 – 550 | ≥ 20 | Všeobecné prefabrikáty, konštrukčné prvky |
| Pozinkované | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Námorné, pobrežné, architektonické prefabrikáty |
| Nerezová oceľ | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Offshore, úprava vody, prémiová architektúra |
| Potiahnuté PVC | 1,2 – 1,6 | 350 – 500 | ≥ 18 | Architektonické panely s odhalenou tvárou |

Ako sa drôt na viazanie výstuže pripája k a Zdvíhací systém pre prefabrikovaný betón
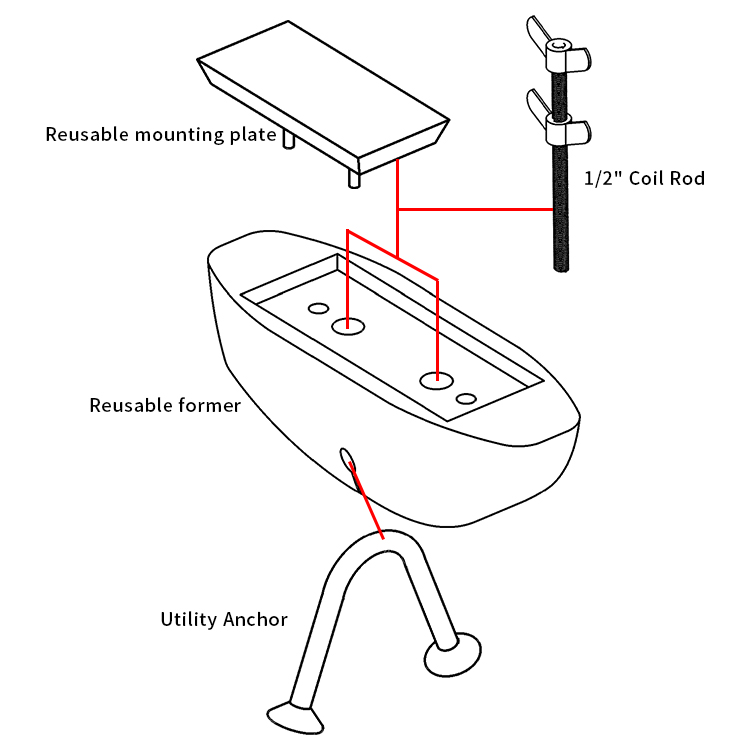
Zdvíhací systém pre prefabrikovaný betón je koordinovaná sada komponentov: zaliate kotvy alebo slučky zabudované počas výroby, zdvíhacie zariadenia, ako sú spojky alebo okovy, rozperné nosníky a žeriav alebo kladkostroj, ktorý poskytuje silu smerom nahor. To, čo spája všetky tieto dohromady – doslova – je výstužná klietka, ku ktorej sú pripevnené kotvy. Viazací drôt je médium, cez ktoré klietka drží svoj tvar až do okamihu, keď sa okolo kotiev naleje betón.
Keď sa kotviaci bod posunie z polohy pred alebo počas nalievania, následky nie sú kozmetické. Zdvíhacia slučka, ktorá bola navrhnutá tak, aby sedela v hĺbke 80 mm od povrchu a skončila v hĺbke 55 mm, stratila značnú časť svojej vyťahovacej kapacity. V závislosti od betónovej zmesi a geometrie prvku to môže znížiť limit pracovného zaťaženia o 20 % až 40 % . V 10-tonovom prefabrikovanom stenovom paneli zdvíhanom štyrmi kotvami tento druh chyby vytvára skutočné riziko, že jedna alebo viac kotiev zlyhá pri dynamickom zaťažení, ktoré je spojené so zdvihom.
Zalievacie zdvíhacie kotvy a ich požiadavky na ukotvenie
Najbežnejšie zaliate kotvy používané v zdvíhacom systéme pre prefabrikovaný betón sú:
- Objímky (objímky s krátkym závitom zaliate v jednej rovine s povrchom)
- Vložky cievky (závitové kotvy cievky na použitie so skrutkami cievky)
- Zdvíhacie slučky (drôtové alebo výstužné slučky vyčnievajúce z horného povrchu)
- Kotvy na ploché dosky so šmykovými perami zapustené do dosky
- Otočné tanierové kotvy pre viacsmerné zdvíhanie
Každý z nich musí byť pred zalievaním mechanicky pripevnený k výstužnej klietke. Väzbový drôt je štandardným spôsobom upevnenia. Objímkové vložky sú zvyčajne priviazané k susedným tyčiam pomocou 16-gauge čierneho žíhaného drôtu, vedené aspoň dvakrát okolo základne vložky a skrútené, kým nepriliehajú. Zdvíhacie slučky sú priviazané k ich základni tam, kde slučka vystupuje z betónu – drôt zabraňuje tomu, aby sa slučka zatlačila hlbšie tlakom betónu počas vibrácií.
Výrobcovia kotiev špecifikujú minimálne požiadavky na viazanie vo svojej technickej dokumentácii. Halfen, Meadow Burke, Pfeifer a Leviat vydávajú inštalačné príručky, ktoré popisujú, koľko spojok je potrebných a na ktorých miestach na tele kotvy. Dodržiavanie týchto pokynov nie je voliteľné – je to súčasť reťazca záruky a zodpovednosti. Použitie nesprávneho kalibrovaného drôtu, nedostatočný počet zákrutov alebo preskakovania väzieb na kotve úplne ruší certifikáciu menovitej kapacity kotvy.
Dynamické zaťaženie počas zdvíhania a prečo je dôležitá integrita klietky
Statická váha je len časťou príbehu. Prefabrikovaný betónový prvok zdvíhaný žeriavom má dynamické zosilňovacie faktory, ktoré zvyšujú efektívne zaťaženie každej kotvy. Väčšina zdvíhacích systémov pre prefabrikované betónové inžinierske normy uplatňuje dynamický faktor 1,3 až 2,0 v závislosti od podmienok výťahu. 5-tonový prvok, ktorý sa dvíha na stavenisku jednou kotvou za ideálnych podmienok, musí mať túto kotvu dimenzovanú na minimálne 6,5 tony, aby splnil dynamický faktor 1,3 – predtým, ako sa použije akýkoľvek bezpečnostný faktor.
To znamená, že pohyb klietky počas odlievania, spôsobený uvoľneným alebo chýbajúcim spojovacím drôtom výstuže, môže kaskádovito vyústiť do scenára zlyhania zdvíhacieho systému, aj keď bola kotva vybratá správne pre vypočítané zaťaženie. Dobre uviazaná klietka nie je luxus – je to požiadavka na dráhu nákladu.
Vzory viazania pre prefabrikované výstužné klietky
Spôsob, akým je viazací drôt výstužnej výstuže aplikovaný na priesečníky výstuže, ovplyvňuje tuhosť klietky, čas potrebný na stavbu klietky a kvalitu dokončenej zostavy. Vo výrobe betónových prefabrikátov, kde záleží na rýchlosti a presnosti výroby, je výber vzoru kravaty praktickým technickým rozhodnutím, nie len zvykom v teréne.
Jednoduchá kravata (napínacia kravata)
Kravata je najrýchlejšie realizovateľná. Drôt sa otočí diagonálne okolo priesečníka, dva konce sa spoja a háčik alebo kliešte ich skrútia, až kým sa drôt nezahryzne do seba. Celkový počet otočení je zvyčajne dve až tri plné otáčky. Tento spoj je vhodný pre neštrukturálne vnútorné križovatky v doskách a stenách, kde hlavnou funkciou je skôr montáž klietky než presné polohové riadenie.
Kravata číslo osem
Osmičková alebo sedlová kravata ovinie drôt vo vzore ôsmich okolo oboch tyčí v priesečníku. To vytvára stabilnejšie spojenie, ktoré odoláva otáčaniu tyčí voči sebe navzájom. Je to preferovaná kravata pre kotviace kotvy a pre priesečníky v blízkosti obvodu prefabrikovaného prvku, kde je tlak betónu počas liatia najvyšší. Kravata s číslom osem trvá približne o 30 % dlhšie ako kravata, ale poskytuje výrazne lepšiu pozičnú stabilitu.
Krížová kravata (dvojité ovinutie)
Krížová kravata zdvojnásobí drôt okolo križovatky pred krútením. Používa sa na miestach s vysokým zaťažením – rohy, preťažené oblasti a miesta, kde sa v blízkosti zdvíhacej kotvy zbiehajú viaceré tyče. Niektoré špecifikácie prefabrikátov vyžadujú priečne väzby na každom treťom priesečníku pozdĺž obvodových tyčí, aby sa zachovala geometria klietky počas prepravy zostavenej klietky z spojovacej stanice do formy. To je dôležité pre veľké prvky, ako sú dvojité odpaliská a stúpačky na štadióne, kde môže klietka pred umiestnením prejsť 20 až 30 metrov žeriavom.
Kravaty na pištole
Automatické spojovacie pištole, ako sú Max RB441T alebo Makita DTR180, nasadzujú vopred narezané drôtené cievky a dokončia spojenie za menej ako jednu sekundu na priesečník. Vo veľkých prefabrikátoch použitie pištole skracuje čas viazania 60 % až 70 % v porovnaní s ručným viazaním a konzistentný počet zákrutov zlepšuje jednotnosť. Obmedzením je, že kravatové pištole fungujú najlepšie na plochých podložkách; v trojrozmerných klietkových zostavách s úzkymi rozstupmi tyčí zostáva viazanie rúk nevyhnutné v preplnených zónach.
| Vzor kravaty | Relatívna rýchlosť | Pozičná stabilita | Najlepšia aplikácia |
|---|---|---|---|
| Kravata | Rýchlo | Mierne | Priesečníky vnútorných dosiek |
| Obrázok-8 | Mierne | Vysoká | Kotevné spojky, obvodové tyče |
| Krížová kravata | Pomaly | Veľmi vysoká | Rohy, zdvíhacie kotevné zóny |
| Tie Gun | Veľmi rýchly | Mierne to High | Montáž plochých rohoží, veľkosériová výroba |
Zdvíhací systém pre prefabrikovaný betón: Prehľad komponentov a nosnosť
Pochopenie zdvíhacieho systému pre prefabrikovaný betón znamená pochopenie každého komponentu v reťazci zaťaženia, od kotvy zaliatej do betónu až po hák žeriavu na vrchu. Každý článok tejto reťaze musí byť dimenzovaný na rovnaké minimálne zaťaženie. Slabý článok kdekoľvek v systéme definuje bezpečnú kapacitu systému.
Zalievacie kotvy
Zaliate kotvy sú základom každého zdvíhacieho systému pre betónové prefabrikáty. Ich kapacita závisí od pevnosti betónu v tlaku v čase zdvíhania, hĺbky uloženia kotiev, vzdialenosti od okraja, vzdialenosti medzi kotvami a uhla pôsobiaceho zaťaženia. Väčšina výrobcov publikuje záťažové tabuľky pre pevnosti betónu v tlaku 20 MPa, 25 MPa, 30 MPa a 40 MPa. Typická zdvíhacia kotva dimenzovaná na Limit pracovného zaťaženia 5 ton (WLL) v betóne 30 MPa sa môže znížiť na 3,5 tony, ak zdvih nastane, keď betón dosiahne iba 20 MPa.
To je dôvod, prečo prefabrikáty vždy pred uvoľnením prvkov na zdvíhanie skontrolujú pevnosť betónu. Nedeštruktívne skúšanie Schmidtovým kladivom alebo vyťahovacie skúšanie sprievodných kociek vytvrdzovaných pozdĺž prvku poskytuje údaje o pevnosti potrebné na potvrdenie kapacity kotvy.
Zdvíhacie spojky a háky
Zdvíhacie spojky spájajú hák žeriava alebo rozperný nosník so zaliatou kotvou. Pri závitových vložkách sa pred zdvihom zapne a uzamkne zodpovedajúca závitová spojka. Pre zdvíhacie slučky prechádza cez slučku hák alebo okov. Spojky musia byť kompatibilné s kotviacim systémom – použitie spojky z rodiny produktov iného výrobcu môže znížiť menovitú kapacitu pripojenia až o 50 % pretože sa mení geometria prenosu zaťaženia medzi telesom spojky a hlavou kotvy.
Rozperné nosníky
Rozperné nosníky sa používajú, keď má prefabrikovaný prvok viacero kotviacich bodov a hák žeriava musí pôsobiť vertikálne, a nie pod uhlom. Na uhloch popruhu záleží enormne: popruh s dvoma nohami so 60-stupňovým uhlom medzi nohami zvyšuje zaťaženie každej nohy o 15 % v porovnaní s vertikálou . Pri 120-stupňovom uhle nesie každá noha viac, ako je hmotnosť prvku, pretože geometria pracuje proti systému. Rozperné nosníky to eliminujú tým, že držia všetky závesné nohy blízko vertikálnej polohy.
Pre veľké prefabrikované prvky – mostové nosníky presahujúce 20 metrov, stúpačky štadiónov a veľké prefabrikované fasádne panely – môžu byť rozperné nosníky účelovo vyrobené tak, aby zodpovedali rozmiestneniu kotvy konkrétneho typu prvku. Tieto účelové nosníky sú pred uvedením do prevádzky kalibrované a testované zaťažením.
Závesy na oceľové laná a reťazové závesy
Závesy z drôteného lana a reťazové závesy sú flexibilné spojky medzi nosníkom a hákom žeriavu alebo priamo medzi kotvou a hákom v jednoduchších výťahoch. Obidve sú hodnotené WLL a podliehajú zníženiu na základe počtu nožičiek a uhla popruhu. Pri zdvíhaní prefabrikátov, štvornohé reťazové popruhy s hlavnými článkami sú bežné, pretože rozkladajú zaťaženie na všetky štyri kotvy súčasne a možno ich nastaviť pre asymetrické zaťaženie.
Výpočet požadovanej kapacity zdvíhacieho systému pre prefabrikovaný betón
Plánovanie výťahu pre betónové prefabrikáty je inžinierska úloha, nie rozhodnutie na mieste. Postupnosť výpočtu sa riadi definovanou logikou, ktorá začína hmotnosťou prvku a postupuje vpred prostredníctvom dynamických faktorov, bezpečnostných faktorov a geometrického zníženia, aby sa dospelo k minimálnej menovitej kapacite požadovanej pre každý komponent zdvíhacieho systému.
Krok 1: Stanovte hmotnosť prvku
Betón normálnej hmotnosti má hustotu približne 2400 kg/m³ . Ľahké betónové zmesi používané v niektorých prefabrikovaných aplikáciách môžu dosahovať až 1800 kg/m³. Hmotnosť prvku sa vypočíta z konštrukčných výkresov. Pre stenový panel s dĺžkou 6 m, výškou 3 m a hrúbkou 200 mm s použitím normálneho betónu: 6 × 3 × 0,2 × 2400 = 8640 kg alebo približne 8,6 tony.
Krok 2: Použite dynamický faktor
Dynamický faktor zodpovedá za akceleračné sily počas zdvihu žeriavu, vrátane zdvihnutia z lejárskeho lôžka a nastavenia do polohy. PCI (Precast/Prestressed Concrete Institute) a podobné normy zvyčajne špecifikujú dynamický faktor 1,5 pre normálne podmienky zdvíhania v prostredí prefabrikovaného závodu a až 2,0 pre žeriavové výťahy zahŕňajúce horizontálny pohyb na veľké vzdialenosti alebo výťahy vo veterných podmienkach. Aplikácia 1,5 na 8,6-tonový panel dáva dynamické zaťaženie 12,9 tony.
Krok 3: Použite bezpečnostný faktor
Bezpečnostné faktory pre komponenty zdvíhacieho systému sú stanovené normami, ako je EN 13155 (nepevné príslušenstvo na zdvíhanie bremien), AS/NZS 4991 a miestne predpisy pre žeriavy a vybavenie. Pre zaliate kotvy a spojky bezpečnostný faktor 4:1 nad menovité zaťaženie pri poruche sa bežne používa na dosiahnutie WLL. Toto je už zabudované do publikovanej tabuľky WLL od výrobcu kotiev, takže úlohou plánovača je zabezpečiť, aby publikovaná WLL prekročila dynamické zaťaženie.
Krok 4: Zohľadnite počet kotviacich bodov a rozloženie zaťaženia
Dynamické zaťaženie 12,9 tony je rozdelené medzi všetky aktívne kotviace body. Ak 8,6-tonový stenový panel používa štyri kotvy usporiadané symetricky, každá kotva teoreticky unesie 3,2 tony. Technologická prax zdvíhacích systémov však uznáva, že dokonalé rozloženie záťaže naprieč štyrmi bodmi je nepravdepodobné kvôli toleranciám v umiestnení kotvy a umiestnení háku žeriavu. Bežným konzervatívnym predpokladom je, že iba tri zo štyroch kotiev prenášajú zaťaženie naraz, čo znamená, že každá kotva musí byť dimenzovaná 12,9 / 3 = 4,3 tony WLL .
Praktická aplikácia viazacieho drôtu okolo zdvíhacích kotiev
Správna aplikácia viazacieho drôtu výstuže okolo zdvíhacích kotiev vyžaduje väčšiu starostlivosť ako viazanie priesečníkov štandardných tyčí. Kotva je komponent kritický pre zaťaženie a jej poloha vzhľadom k povrchu betónu a k okolitej výstuži musí byť presná.
Postup viazania vložky objímky
Objímkové vložky sú valcové alebo kužeľové závitové objímky, ktoré sú zarovnané s betónovým povrchom. Zvyčajne sú vyrobené z tvárnej liatiny alebo ocele a majú k nim privarenú základnú prírubu alebo výstužnú tyč na ukotvenie do betónovej hmoty. Postup viazacieho drôtu pre vložku objímky je:
- Umiestnite vložku na správne miesto na čele formy a uistite sa, že otvor závitu je utesnený penovou zátkou, aby sa zabránilo vniknutiu betónu.
- Veďte slučku z čierneho žíhaného drôtu s hrúbkou 16 cez pripevnenie základne vložky a okolo najbližšej pozdĺžnej tyče.
- Pridajte druhú slučku z viazacieho drôtu okolo najbližšej priečnej tyče kolmo na prvú.
- Pevne otočte obe kravaty pomocou hákového nástroja – minimálne tri plné otáčky. Odrežte chvost na 20 mm a ohnite ho naplocho, aby ste sa vyhli kontaktu s tvárou plesne.
- Pred začatím nalievania skontrolujte, či je vložka zarovnaná s tvárou formy – ani hrdá, ani zapustená.
Postup viazania zdvíhacej slučky
Zdvíhacie slučky sú vytvorené drôtené alebo výstužné slučky, ktoré vyčnievajú nad horný povrch prefabrikovaného prvku a sú zachytené pomocou žeriavovej spojky alebo závesu. Ich vložené nohy musia byť zviazané, aby sa zabránilo stlačeniu slučky počas vibrácií betónu.
- Umiestnite slučku na miesto návrhu tak, aby vložené nohy prebiehali rovnobežne s hlavnými výstužnými tyčami alebo ich krížili, ako je uvedené na výkrese návrhu.
- Priviažte každú zapustenú nohu k najbližšej výstužnej tyči pomocou šnúrky s číslom osem minimálne v dvoch bodoch pozdĺž každej nohy.
- Ak má slučka základnú dosku alebo rozpernú pätku, priviažte dosku aspoň k dvom tyčiam pomocou krížových spojok.
- Pred nalievaním skontrolujte, či sa výška vyčnievania slučky nad horným povrchom zhoduje s nákresom.
Bežné chyby, ktorým sa treba vyhnúť
- Použitie poddimenzovaného drôtu (20 gauge alebo menšieho) na ukotvenie kotiev – drôt sa natiahne pod tlakom vibrácií betónu a umožní pohyb kotvy.
- Viazanie iba na jednu tyč, keď sú špecifikované dve kolmé viazania - jednoosové zadržiavanie umožňuje otáčanie.
- Príliš skrútený viazací drôt, kým nezacvakne – zlomená väzba na kotve poskytuje nulové obmedzenie a pred nalievaním sa musí vymeniť.
- Ponechanie dlhých drôtených chvostov, ktoré sa dotýkajú povrchu formy – vytvárajú povrchové stopy a na architektonických prvkoch viditeľné škvrny hrdze po odstránení formy.
- Preskakovanie väzieb na kotvách, ktoré sa zdajú byť „stabilné“ vo forme – vibrácie betónu počas zhutňovania môžu posunúť aj zdanlivo stabilný hardvér o niekoľko milimetrov.
Normy a zhoda pre viazacie drôty a prefabrikované zdvíhacie systémy
Väzbový drôt a zdvíhacie systémy pre betónové prefabrikáty sa riadia technickými normami. Dodržiavanie týchto noriem nie je pri stavebných projektoch voliteľné – je to predpoklad pre poistné krytie, schválenie regulačnými orgánmi a ochranu zodpovednosti výrobcu. Príslušné normy sa líšia podľa regiónu, ale kľúčové referencie sú v súlade s ich požiadavkami.
Normy pre viazací drôt výstuže
- ASTM A82 / A82M (USA): Štandardná špecifikácia pre oceľový drôt, obyčajný, na výstuž do betónu – platí pre drôt používaný pri výrobe viazacieho drôtu.
- BS EN 10218 (Európa): Oceľový drôt a výrobky z drôtu – všeobecné skúšobné metódy zahŕňajúce skúšanie rozmerov a mechanických vlastností.
- GB/T 343 (Čína): Univerzálny štandard pre oceľový drôt s nízkym obsahom uhlíka, na ktorý sa vo veľkej miere odvolávajú čínski výrobcovia viazacích drôtov.
- JIS G 3532 (Japonsko): Nízkouhlíkový oceľový drôt pokrývajúci drôt, z ktorého sa vyrábajú produkty viazacieho drôtu.
Normy pre zdvíhacie systémy v prefabrikovanom betóne
- EN 13155:2003 A2:2009 : Nepevné príslušenstvo na zdvíhanie bremien – bezpečnostné požiadavky na zaliate kotvy a zdvíhacie spojky používané v Európe.
- Príručka dizajnu PCI 8. vydanie : Primárna referencia pre návrh prefabrikovaného a predpätého betónu v Severnej Amerike, vrátane celej kapitoly o manipulácii, preprave a montáži, ktorá pokrýva návrh zdvíhacieho systému.
- AS 3850 (Austrália): Norma pre betónovú konštrukciu naklápania, ktorá zahŕňa požiadavky na zdvíhacie vložky, tyče s horným zárezom a minimálnu pevnosť betónu požadovanú pred zdvíhaním.
- OSHA 29 CFR 1926.753 (USA): Zahŕňa použitie žeriavov a vrtných žeriavov v stavebníctve vrátane požiadaviek na kontrolu vybavenia a kvalifikáciu operátora, ktoré sa vzťahujú na prefabrikované výťahy.
V praxi dokumentácia o zhode pre operáciu zdvíhania prefabrikátov zahŕňa plán zdvíhania prvku, tabuľky WLL výrobcu kotiev s odkazom na pevnosť betónu prvku, inšpekčný záznam o inštalácii kotvy treťou stranou a certifikáciu žeriavu a vybavenia. Viazaný drôt výstuže je súčasťou tohto obrázku cez záznam o kontrole klietky, ktorý by mal potvrdiť, že všetky kotvy boli pred zaliatím zviazané podľa špecifikácie.
Odhady spotreby drôtu na viazanie výstuže pre prefabrikované projekty
Projektoví manažéri a obstarávacie tímy musia presne odhadnúť spotrebu viazacieho drôtu, aby sa vyhli oneskoreniam vo výrobe spôsobeným nedostatkom materiálu. Spotreba drôtu závisí od vzdialenosti tyčí, priemeru tyčí, hrúbky prvku a použitého vzoru spojov. Odvetvové pravidlo pre štandardnú prefabrikovanú prácu je 8 až 12 kg viazacieho drôtu na tonu betonárskej ocele . Pre tesne umiestnené klietky v konštrukčných prvkoch s malým rozstupom tyčí (100 mm stredy) môže spotreba dosiahnuť 15 kg na tonu.
Spracovaný príklad: Výroba prefabrikovaných stenových panelov
Závod na výrobu prefabrikátov, ktorý vyrába 50 stenových panelov týždenne, z ktorých každý obsahuje 180 kg výstužnej ocele, spotrebuje 50 × 180 = 9 000 kg výstuže za týždeň. Pri spotrebe 10 kg viazacieho drôtu na tonu výstuže je týždenná požiadavka na viazací drôt 90 kg . V 25 kg zvitkoch, to sú približne 4 zvitky týždenne. Väčšina závodov na výrobu prefabrikátov má 2- až 4-týždňové vyrovnávacie zásoby, takže pri tomto objeme výroby by stála zásoba predstavovala 8 až 16 zvitkov čierneho žíhaného drôtu kalibru 16.
Keď sa zavedú kravatové pištole, spotreba sa mierne zvýši, pretože stroj aplikuje konzistentný zákrut s definovanou dĺžkou drôtu na kravatu a operátor má tendenciu uviazať viac priesečníkov, ako by za rovnaký čas urobil pracovník viazajúci ruky. Plán pre a 10% až 15% zvýšenie v spotrebe drôtu pri prechode z ručného viazania na obsluhu viazacej pištole.
Kontrolné body kontroly kvality pred zdvihnutím prefabrikovaného prvku
Systematický proces kontroly kvality zahŕňajúci drôtenú výstuž a komponenty zdvíhacieho systému je nevyhnutný predtým, ako akýkoľvek prefabrikovaný prvok opustí odlievacie lôžko. Nasledujúci kontrolný zoznam odráža, čo používajú dobre prevádzkované prefabrikáty pred uvoľnením prvku na zdvíhanie.
Pred nalievaním betónu
- Všetky zdvíhacie kotvy sú priviazané ku klietke na určených miestach pomocou špecifikovaného prierezu drôtu a vzoru viazania.
- Polohy kotiev sa kontrolujú podľa konštrukčného výkresu – horizontálne a vertikálne polohy v tolerancii ±5 mm.
- Na všetkých závitových vložkách sú nasadené penové zátky alebo plastové krytky.
- Krycie rozpery (stoličky a kravatové rozpery) sú inštalované v správnych rozstupoch, aby sa zachovala hĺbka krytu nad všetkými tyčami, vrátane blízkych upevňovacích bodov zdvíhacích kotiev.
- Kontrola klietky podpísaná inšpektorom kontroly kvality a zaznamenaná.
Po odizolovaní, pred zdvihnutím
- Pevnosť betónu v tlaku potvrdená testovaním – je splnená minimálna pevnosť na zdvíhanie podľa špecifikácie výrobcu kotvy.
- Všetky závity kotvy vyčistené a skontrolované – spojky je možné zapnúť a uzamknúť.
- Komponenty zdvíhacieho systému (spojky, popruhy, nosník) skontrolované a v rámci servisných dátumov.
- Bezpečné pracovné zaťaženie žeriavu potvrdené pre polomer zdvihu a hmotnosť prvku.
- Plán zdvíhania skontrolovaný a potvrdený operátorom žeriavu a dozorom nad takelážou.
Výber spojovacieho drôtu výstuže pre rôzne prefabrikované prostredia
Výber drôtu nie je univerzálnym rozhodnutím. Prostredie, v ktorom bude prefabrikovaný prvok slúžiť, požiadavky na kvalitu povrchu a spôsob výroby ovplyvňujú, ktorý typ drôtu a prierez je vhodný.
Konštrukčné prefabrikáty pre budovy
Štandardné stĺpy, nosníky, dosky a stenové panely pre budovy v neagresívnom prostredí: 16-gauge čierny žíhaný viazací drôt na 25 kg zvitkoch. Zaskakovacie spojky pre vnútorné križovatky, spojky s číslom osem na obvodových tyčiach a miestach ukotvenia. Použitie viazacej pištole sa odporúča pre ploché prvky (dosky, panely) na zlepšenie rýchlosti a konzistencie.
Infraštruktúra a námorné prefabrikáty
Mostové nosníky, námorné blatníky, panely morských stien a pobrežná infraštruktúra: žiarovo pozinkovaný drôt 16 gauge . Pozinkovanie zabraňuje prenikaniu hrdze cez povrch betónu, čo je dôležité tak z estetického hľadiska, ako aj pre dlhodobú životnosť v prostredí s obsahom chloridov. Ak sa používa výstuž z nehrdzavejúcej ocele (vysoko agresívne morské zóny), je špecifikovaný spojovací drôt z nehrdzavejúcej ocele zodpovedajúcej kvality, aby sa zabránilo galvanickej korózii v mieste kontaktu drôtu s tyčou.
Architektonické prefabrikované fasády
Odkryté kamenné panely, fasády z lešteného betónu a nosné prvky zo sklenených vlákien vystužených betónom (GFRC): drôt potiahnutý PVC alebo pozinkovaný drôt, so starostlivým vedením drôtu. Všetky konce drôtu musia smerovať preč od odkrytého čela a musia byť ohnuté na vzdialenosť minimálne 15 mm od akéhokoľvek čela formy. Niektoré špecifikácie architektonických prefabrikátov vyžadujú potvrdenie pozitívnej kontroly, že do 25 mm od odliateho povrchu nie je žiadny obnažený oceľový drôt.
Precast v chladnom počasí
Čierny žíhaný drôt sa v chladných podmienkach stáva o niečo krehkejším. Pri teplotách pod 0 °C predhrievanie cievky drôtu alebo práca vo vykurovanej lejárskej hale znižuje riziko prasknutia drôtu pri viazaní. Zníženie predĺženia pri teplotách pod bodom mrazu je mierne – zvyčajne o 2 % až 4 % nižšie ako pri 20 °C – ale vo veľmi chladnom podnebí (pod -10 °C) je prechod na drôt s vyššou špecifikáciou predĺženia alebo pokles o jeden meradlo rozumným opatrením.
Preprava a manipulácia na mieste: kde sa testuje práca s viazacím drôtom
Kvalita drôtenej klietky výstuže sa testuje nielen počas zdvíhania z odlievacieho lôžka, ale aj počas prepravy a montáže na mieste. Prefabrikovaný prvok možno pred konečnou inštaláciou zdvihnúť až štyrikrát: zdvihnutie z formy, presun do skladu, naloženie na nákladné auto a konečné umiestnenie. Každý výťah vystavuje zdvíhací systém pre betónové prefabrikáty dynamickému zaťaženiu. Medzi výťahmi sa prvok prepravuje na valníku alebo podvalníku, kde vibrácie vozovky cyklicky zaťažujú betón okolo kotevných vložiek.
Prvky so zle uviazanými klietkami, ktoré umožňovali pohyb klietky počas odlievania, môžu po preprave vykazovať praskliny okolo kotevných miest, aj keď sa prvý zdvih zdal úspešný. Mikrotrhliny sa šíria pri cyklickom zaťažení a môžu spôsobiť vytrhnutie kotvy pri zaťažení pod menovitým WLL. To je dôvod, prečo dokumentácia o kontrole klietky cestuje s prvkom – ak sa na mieste zistí poškodenie, záznam o kontrole je východiskovým bodom vyšetrovania.
Prefabrikovaný dodávateľský reťazec je len taký spoľahlivý ako najslabší krok kontroly kvality. Práca s viazacím drôtom výstuže je na začiatku tohto reťazca, ale jej účinky sa šíria až po konečnú inštaláciu. Správny postup od začiatku – správny typ drôtu, správny prierez, správny vzor spojky a správne ukotvenie kotvy – je tou najhospodárnejšou investíciou do kontroly kvality pri výrobe prefabrikovaného betónu.








